轉(zhuǎn)向垂臂球銷在修理中沒有嚴(yán)格地按照裝配工藝要求進行裝配,球銷未用壓床壓合(用手
錘敲人穩(wěn)定性差);未做好焊接前的準(zhǔn)備工作���,例如車削倒角坡口�����、去毛刺棱角等;焊接時未按
規(guī)定使用焊接材料�、電流和工藝;違反修理工藝操作要求,為急于裝車而將焊接好的垂臂球銷
組合件立即浸人水中冷卻�����,產(chǎn)生應(yīng)力集中��,留下裂紋隱患����。除上述原因之外����,球銷材質(zhì)不適、表
面加J二精度低��、硬度差或垂臂球銷使用過久潤滑不良而壓痕��、凹坑或剝落��,會引起轉(zhuǎn)向沉重����,甚
板在運行中焊接部位開裂松脫,方向突然失控。
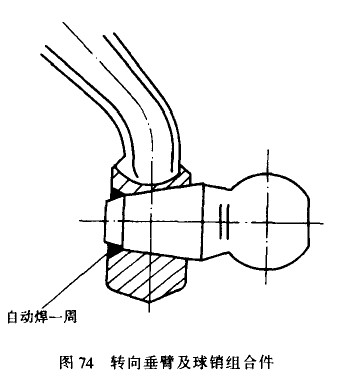
轉(zhuǎn)向垂臂球銷(見圖74)是影響行車安全的重要件���,因此應(yīng)該經(jīng)常檢夜�����、定期維護���,發(fā)現(xiàn)其表面出現(xiàn)壓痕、凹坑或剝落����,應(yīng)及時更換修復(fù)。在修理中應(yīng)嚴(yán)格遵守操作工藝:首先將舊件放在鉆床上把原焊縫鉆掉消除��,在fl床上將球銷壓出(注意保護好垂臂錐孔的接合面)����。垂臂錐孔端面用銑刀或鉆頭銑出印倒角,將球銷端面車削至規(guī)定的尺寸(指橫拉桿球銷加工后代用)�,球銷裝人垂臂后在5t壓床上壓合不得少于兩次,有條件的情況下采用.�����,.氧化碳氣體保護焊、合金結(jié)構(gòu)鋼焊絲H08Mn2siAyBl99 - 63自動焊一周�。焊完之后檢查應(yīng)無缺陷、裂紋���、夾渣和氣孔等�。